「地酒」であり続けるために必要な進化
地酒の中の地酒

笹祝酒造の創業は明治32年。生産量の実に9割が地元で消費される「地酒の中の地酒」と呼ばれる酒です。 酒の造り手であり、地元民でもある私たちが「今飲んで美味い」と思える日本酒を提供することをモットーとしています。
日々蔵に通い、酒造り仕事や瓶詰め仕事、事務仕事をする笹祝酒造のスタッフは全て地元に住む仲間です。笹祝にとって、目指すべき「美味しい酒」はすなわち地元に住む人々が飲んで美味しい酒。つまり笹祝酒造スタッフが飲んで美味しい酒です。流行りのスタイルや味わいと違っても自分たちの味覚に誇りを持った商品造りをしています。
麹の教室
酒蔵「笹祝酒造」による、日本酒を次世代に繋げるための新しい取り組みです。
日本酒は「米・水・菌」を使った、日本の発酵文化の粋ともいえるお酒です。その中でも特に「麹コウジ」は日本酒技術の根幹であり、世界的にも大変ユニークで貴重な技術と言えます。「麹の教室」では、子供から大人まで誰もが気軽に麹の世界に触れてもらいたいという想いからオープンしました。昔ながらの木造建築の太い梁が巡らされた「麹の教室」の空間は、かつて酒造りが住み込みの作業であった頃に蔵人が共同生活を行っていたスペースを活用しています。
予約制の塩麹・醤油麹ワークショップの他、不定期で行う麹作りを目の前で見学することが出来ます。また土日祝は季節ごとのノンアルコールの麹ドリンクを提供します。

製造工程のご紹介
お祓い

笹祝酒造ではお酒の神様「松尾大神」をお祭りしています。毎年酒造シーズンに入り最初の「米磨ぎ」が行われる日に、真言宗のお寺様に「醸造安全祈願」と「良い酒ができますよう」ご祈祷をしていただきます。真言宗は神仏一体となし、ご祈祷もすることから、当社は真言宗のお寺様に醸造祈願を行っていただいています。
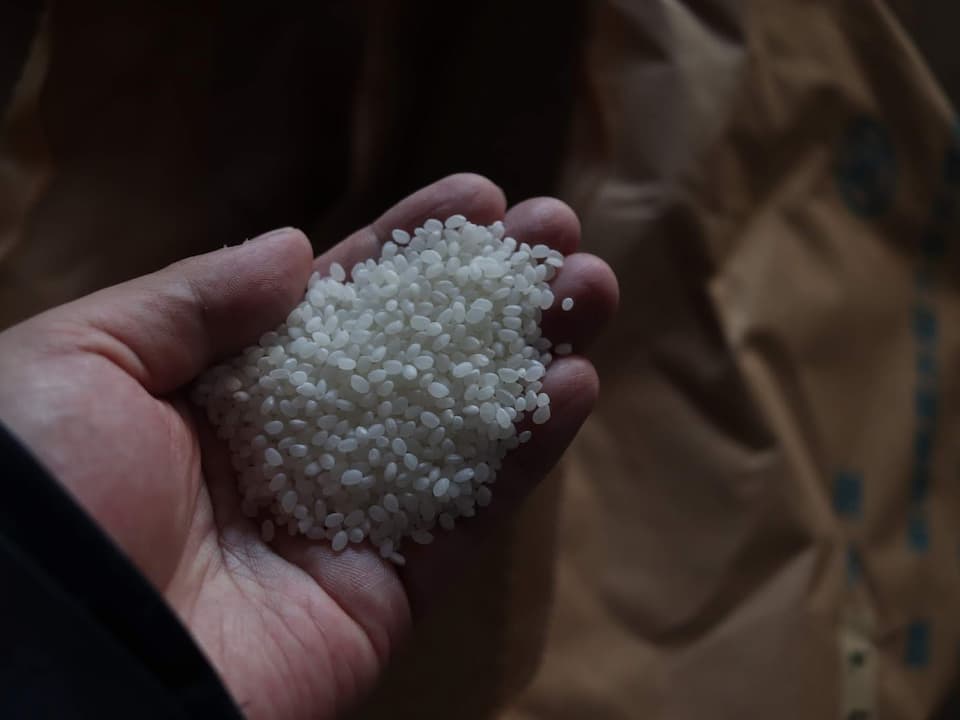
玄米
は,亀の尾・越淡麗・五百万石・雪の精・越いぶき・コシヒカリを使用しています。 2019年の醸造より原料枚は全量新潟市産での製造に移行しました。特に亀の尾は笹祝近隣のそら野ファームに特別栽培をお願いしています。

精米
玄米の表層部や胚芽には、麹菌や酵母の増殖、発酵促進に過剰な灰分やビタミン類が含まれています。また必要以上に多いと酒の香や味を劣化させるタンパク質や脂質も多く含まれています。酒を造る上で不必要な成分を取除くため、玄米の表層部および胚芽を削り取ります。その操作を精米といいます。
精米の程度は、精米歩合で表します。精米の程度が高いほど(削り取る割合が多いほど)精米歩合は小さくなります。食用の白米は、精米歩合90%~92%です。わが社では精米歩合は40%・48%・50%・55%・58%・60%・62%・65%・80%となっています。
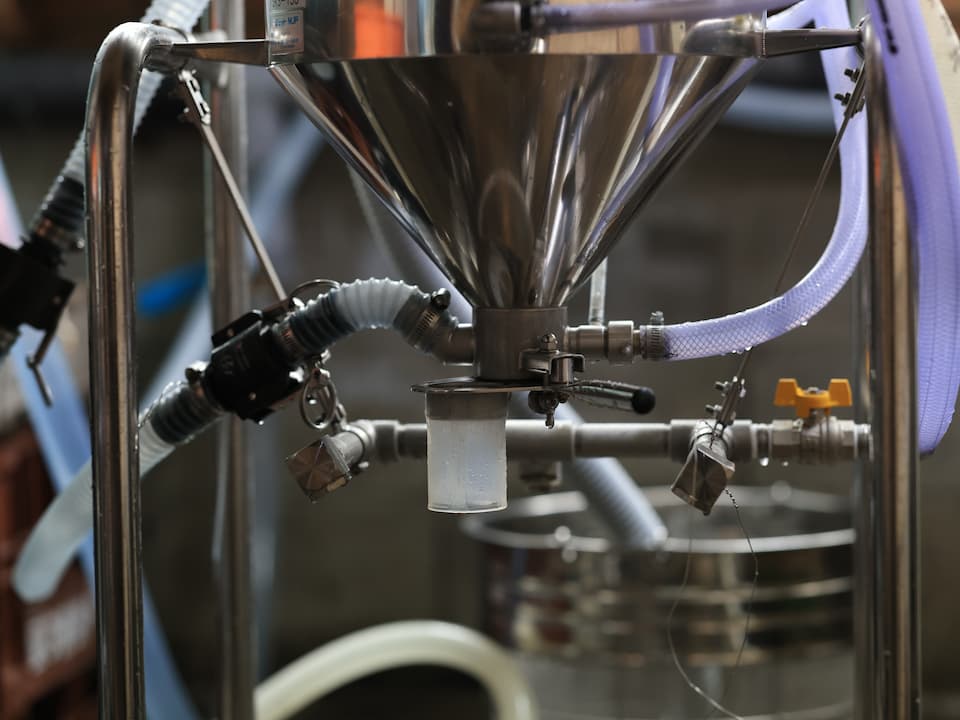
洗米・浸漬
洗米機
白米表面に残っているヌカを取る目的で、白米を水洗いします。これを「洗米」といいます。お米に刺激を与えないように、またヌカを米からしっかり分離させることが美味しい日本酒造りに繋がります。

浸漬

米粒の中心まで水を十分に吸収させることによって、蒸した時に完全な蒸米となるように一定時間白米を浸漬(水に浸ける)します。大吟醸等は、ざるに入った白米を、水をはった半切り(たらい)に浸けます。その他は、浸漬タンクに浸けます。
蒸米
蒸し
適度に水を吸わせた生米を、蒸気で加熱することによって、麹菌の生産する糖化酵素の作用を受けやすくします。良い蒸米とは、適度の硬さを保ち、表面がべたつかない状態になっています。笹祝の蒸米作業はすべて昔ながらの大釜と甑(こしき)で行います。


放冷
蒸米は酒母及び仕込みの掛米に使用するものと、麹に使用するものの二つに分けられます。それぞれ仕込み温度が異なるので、使用時に適した温度に冷却しなければなりません。使用量の少ないものは、自然冷却します。その他は放冷機により冷却します。



麹
引き込み
蒸米を34℃~36℃に冷やし、麹室の床の上に積あげます。引き込み量の少ないものは麹室の外で蒸米を冷やして麹室に引き込みます。量の多いものは、放冷機からエアーシューターで飛ばして麹室に引き込みます。


床もみ
蒸米の温度と水分が均一になったら床の上に広げ、種麹(胞子)を振りかけ、よく混ぜます。この操作を「床もみ」といいます。


種振り
麹は、蒸米に麹菌を増殖させたものです。麹菌は、蒸米で増殖すると同時に各種の酵素を分泌します。麹菌の生産する酵素によってこれを酵母が利用可能となる、ブドウ糖やアミノ酸の形にかえてゆくことが麹の役割です。


酒母
酛づくり
酵母の働きによってアルコールが生成されます。その酵母を純粋に大量培養したものが酒母です。速醸酛(そくじょうもと)と呼ばれる酒母では約2週間、生酛(きもと)と呼ばれる古典製法の酒母では約1か月かけて酵母を育てていきます。

生酛づくり
笹祝酒造では、明治時代以前に行われていた伝統技法「生酛(きもと)仕込み」にも力を入れています。蔵の中に住む天然の乳酸菌を呼び込み発酵させる技術で、出来上がった酒はふくらみとキレがあり、特に燗酒にした際に真価を発揮します。


醪
酒母を元に、初添え・仲添え・留添えと3回に分けて麹と水と蒸米を投入します。一度にすべての原料を投入せずに、3回に分けることで酵母を健全に増殖させて野生菌の繁殖を防ぎます。これは「3段仕込み」と呼ばれる技法で、江戸時代にはすでに確立されて、現代の酒造りにもそのまま残っている製法です。
3段仕込みの後はタンクの中で酵母によるアルコール発酵を進めていきます。酵母がより多くの糖分をアルコールに変えることで、日本酒の糖分が減少しお酒は「辛口」になっていきます。

搾り

醪(もろみ)の発酵を終えた日本酒を布で濾す(搾る)ことで、液体と固体に分けられ、それが「清酒」と「酒粕」になります。笹祝では主にヤブタという機械を使います。左右から圧搾することで、出来上がる酒粕は板状になります。
会社概要
| 名 称 | 笹祝酒造株式会社(ささいわいしゅぞう) |
|---|---|
| 郵便番号 | 953-0015 |
| 所在地 | 新潟県新潟市西蒲区松野尾3249 |
| 電話番号 | 0256-72-3982 |
| FAX番号 | 0256-72-3986 |
| info@sasaiwai.com | |
| 代表者 | 萩野徳之 |
| 創 業 | 明治32年 |
| 設 立 | 昭和35年10月 |
| 定休日 | 不定休 |
| 蔵 元 | 笹口亮介(六代目) |
| 杜 氏 | 大野雄介 |
会社沿革
明治32年 笹口岱作が笹口醸造場を開設
昭和35年 10月 笹祝酒造株式会社設立
昭和35年 10月 笹口友作代表取締役就任(二代目蔵元)
笹口浩一郎(三代目蔵元)
昭和45年 笹口ナカ(四代目蔵元)
平成16年 5月 笹口孝明代表取締役就任(五代目蔵元)
平成30年 12月 笹口亮介代表取締役就任(六代目蔵元)
令和7年 10月 萩野徳之代表取締役就任
蔵の歴史
笹祝酒造の創業は明治32年。当初は“笹口醸造場”と称していました。(所在地:新潟市西蒲区)
松野尾(旧松野尾村)は、旧北国街道の交通の要所となっておりました。
初代蔵元・笹口岱作の妻マカは“おマカ茶屋”を経営していましたが、茶屋では酒が飛ぶように売れていたと言う。
そこで宮大工をしており、酒造技術も取得していた岱作は、酒造業を営むようになったといいます。
岱作夫婦は子宝に恵まれず、二代目友作を養子に迎えました。酒造業を早めに二代目にまかせた岱作は、趣味である絵を書いたり、地域の地図を作成したりして、悠々自適の暮らしをしていたようです。
二代目・友作は、若きより酒造業に打ち込む他、味噌・醤油の醸造、漬物の製造、材木商い、養豚等を行い、才覚を発揮し財を成しました。
三代目・浩一郎は、早稲田大学で学び、家業を継ぎ、新潟県酒造組合の理事として、又、巻支部長として活躍をしておりました。特に戦後の混乱期にあって大きな苦労をしたようです。
四代目・ナカは、夫の浩一郎が50歳で早世した為、社長に就任し、永年に渡り会社発展の為に貢献して来ました。
五代目蔵元・笹口孝明は、昭和45年、明治大学を卒業するとすぐに家業に入り、専務取締役として活躍していました。地域の歴史や環境問題に興味を持っていましたが、地元巻町で原発建設問題が起きた為、巻原発建設の可否をめぐって、住民投票運動を起し、「巻原発・住民投票を実行する会」の代表となり、“自主管理の住民投票”を実行し、その後、巻町長を二期勤めました。
その間に、“全国初の住民投票”を行い、住民意思が原発ノーであった為、巻原発建設計画の白紙撤回に向けて尽力し、最後に計画の完全中止を確認した後、平成16年1月、巻町長を退任し、笹祝酒造に戻り、平成16年5月社長に就任しました。
当社の所在する旧西蒲原地域は新潟県の中でも良質な米が大量に穫れることで有名であり、越後杜氏の伝統の技を得た中で創業以来一貫して品質第一主義を貫き、努力研鑚を積み重ねて来ました。
その為、いち早く地域一番の名醸蔵となり、各種の品評会、利酒会等で常に上位に位置し、地域の皆様からも最も愛される酒蔵となっております。
まさに、“地酒中の地酒”と言われる所以です。
.png)